硕士论文:分子蒸馏分离废弃润滑油工艺优化研究
摘要
由基础油辅以各类添加剂组成的润滑油品种繁多,在高温、高压、高剪切、富氧条件下,润滑油中含S、N、O的极性添加剂与基础油中不饱和烃类组分发生氧化、分解、聚合生成多环短侧链芳烃、胶质、沥青质,油品性质受损,难以满足长期使用要求需要换油.我国每年更替的废润滑油总量约为800万t,其中60%左右的废润滑油均可回收,但废油常不经任何处理被直接倒入土壤、河流中,亦或是作为燃料使用.随着石油资源的日益紧张及环保意识的增强,废润滑油的回收再利用受到了社会各界的广泛关注,研究符合客观实际的再生工艺,确定适宜的操作条件已成为有效处理HW08类危险固废-废润滑油、提高石油资源利用率、减少环境污染的关键.
通过对比废润滑油各种再生工艺的优缺点,指出无论是技术背景、加工形式、还是产物收率等方面分子蒸馏均具有绝对优势.基于废润滑油理化性能数据,以馏分油收率、黏度指数为评价指标,借助现有的分子蒸馏装置开展实验室小试,在单因素试验初步确定压力、加热温度、预热温度、进料量、刮膜转速等工艺参数的基础上,开展正交试验,结合极差、方差分析,对比指出了各因素间的主次关系:体系压力>加热温度>进料量>预热温度,优化了废油再生工艺参数,确定分子蒸馏最佳工艺条件为:一级压力90Pa,加热温度170℃,预热温度150℃,进料量2.0kg/h,转速80r/min;二级压力50Pa,加热温度220℃,预热温度190℃,进料量1.0kg/h,转速100r/min;三级压力10Pa,加热温度270℃,预热温度250℃,进料量0.4kg/h,转速130r/min.
在最佳工艺条件基础上进行三级分子蒸馏切割试验,馏分油再生率为83.64%,达到了理想水平.对比中性油、光亮油的相关性能指标,分析、评定蒸馏操作的有效性,结果显示:一级、二级馏分油各项理化性能参数均符合《润滑油基础油协议标准》中HVIⅡ+4、HVIⅡ6号基础油的技术要求,三级馏分油除色度外满足HVIⅡ8号基础油性能要求.为改进其色度,开展了白土补充精制工艺研究,借助单因素试验考察了白土用量、加入方式、精制温度、精制时间、搅拌速度对油品色度的影响,得出白土吸附最佳工艺条件为:精制温度230℃、精制时间45min、搅拌速率120r/min、白土用量25%且分批次投放.因白土与水泥原料化学组成类似,补充精制后产生的废白土残渣亦可用作水泥生产原料.经测定,白土补充精制后馏分油色度达标.试验结果表明分子蒸馏与白土补充精制工艺相结合进行废润滑油再生具有可行性,能够作为未来废润滑油再生利用的主流技术.
在掌握分子蒸馏实验室小试数据的基础上,根据废润滑油物性,设计了一套满足进料量为80kg/h的分子蒸馏中试设备,计算得出料液在分子蒸馏器中的液膜厚度为0.28mm,平均停留时间 9 s,分子蒸馏器外径及高度分别为 245 mm、1000 mm,加热面面积 0.77 m2, 冷凝面面积 0.48 m2;并对配套装置进行了选型分析,对分子蒸馏再生废润滑油的工业化推 广提供了技术支持.
关键词:废润滑油,循环再生,分子蒸馏,白土精制
第一章绪论
随着工业化进程的推进,我国已成为全球主要的能源消耗国,油品使用量逐年上升.自二十世纪我国润滑油市场开放以来,中石化、中石油、民营企业、国际公司竞争加剧,润滑油市场取得了长足发展,润滑油被广泛应用于机械、化工、纺织等领域,且需求量呈逐渐增加的态势.步入新世纪后,得益于汽车行业的迅猛发展,润滑油消耗量年均增速达到6.2%,我国润滑油市场迈入飞速发展阶段.
润滑油在使用过程中,由于受到氧气、高速剪切、高温低温快速转换、高压低压频繁交替等恶劣工作环境的影响,添加剂被消耗,少量不饱和烃类组分发生变化,生成低分子烃、稠环短侧链芳烃、沥青胶态物、有机酸,性能劣化成为废油.实际上,废润滑油并未完全报废,劣化组分仅占5%~10%.若将废润滑油丢弃焚烧,其含有的重金属氧化物及因不完全燃烧生成的多环芳烃化合物会严重污染环境,在高度重视环保的今天此举显然不合理;另一方面,我国石油资源短缺,润滑油基础油是石油炼制过程中附加值高却产出少的产品.因此,出于对生态保护、资源利用以及经济效益的考量,将废润滑油再生为润滑油是当前最好的选择.
1.1润滑油简介
1.1.1润滑油组成
设备工作时,各部件间的摩擦作用强烈,不仅会造成接触面磨损且产生的热量可导致部件变形,严重干扰机器的常规运转.作为一类不易挥发的液体润滑剂,润滑油主要用于各种机械零部件上起减少摩擦、保护部件、防锈、辅助冷却、清洁的作用.
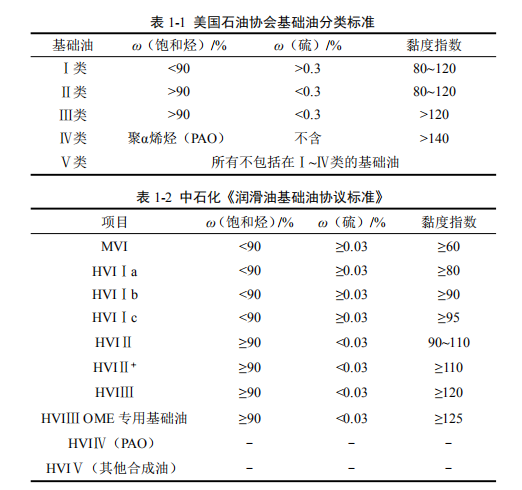
润滑油由80%~90%的基础油及10%~20%的添加剂构成[1].基础油为主体决定润滑油的基本属性;添加剂为润滑油重要的辅助组分,起到弥补和改进基础油性能缺陷的作用.基础油按原料组成、制备工艺的不同分为矿物基础油、生物基础油以及合成基础油[2].其中,矿物基础油占基础油总量90%以上,除特殊情况外,润滑油常指矿物润滑油.矿物基础油由原油提炼而成,根据原油属性的差异,国外大型石油集团将矿物基础油分为石蜡基基础油、中间基基础油、环烷基基础油,但一直以来没有制订严格的基础油分类标准,ISO(国际标准化机构)也未曾对基础油进行统一分类和命名,美国、日本、欧洲等国均执行符合本国行业特点的润滑油标准.随着经济一体化的推进,各国润滑油基础油分类标准逐步趋同,API于1993年发布的API-1509依据饱和烃、硫含量、黏度指数的差异将基础油分为五类[3],见表1-1,中石化依照API分类方法于2005年发布了《润滑油基础油协议标准》(2012年修订),该标准向国际先进水平看齐,给我国基础油生产企业提出了更严苛的要求,见表1-2.润滑油消耗量逐年攀升推动着润滑油添加剂的需求也逐步扩大.作为润滑油重要的辅助物,添加剂可弥补、改善润滑油性能缺陷或赋予润滑油新的使用性能[4].按效用差异将添加剂分为两类,一类用于改善基础油理化性能,主要有抗氧抗腐蚀剂、清净分散剂、黏度指数改进剂、降凝剂、油性剂、抗泡沫剂、抗乳化剂等[5];另一类以改进设备部件表面的理化性能为目的,如摩擦改进剂、防锈剂、极压抗磨剂[5].将基础油辅以不同类别、含量的添加剂可制取满足各种工况条件的润滑油.
1.1.2润滑油分类
由于各种机械装置运行工况各异,对润滑油需求也不尽相同,因此润滑油品种多样,化学组成、理化性能均存在差异.按工作环境的不同将润滑油品种划分如下.
(1)内燃机润滑油
内燃机油包括汽油机油、柴油机油,其用量约占润滑油总量的一半,主要起润滑减摩、防腐防锈、辅助冷却、清洗杂质、密封的作用.为此,要求机油具备良好的抗摩性、酸中和性、黏温性、清净分散性.其中,清净分散性是关键,汽缸高温部位沉积的氧化物反复受热变硬形成积炭,使汽缸燃烧室容积减小,压缩比增大,高压下出现爆震的几率加大,导致发动机稳定性下降,寿命缩短.因此机油必须具备良好的清净分散性,才能将吸附在汽缸中的烃类不完全燃烧产物清洗下来并均匀分散于机油中,将发动机损耗降到最低.
(2)齿轮油
齿轮油主要用于各类齿轮传动机件中,以达到润滑、防磨、防锈、散热的目的.因齿轮负荷大多高于490MPa,齿轮油中常加入S-P型或S-P-N型极压抗磨添加剂,以此来降低因油膜破裂而产生齿面磨损的可能性[6].
(3)液压油
在液压系统中将某点的力传递到其他部位的液压介质称为液压油,起能量输送、润滑减磨、防腐、冷却等作用[7].在机械不断搅动下,液压油应具备良好的黏温性及抗泡性,以确保在工作温度变换时依然能够稳定地传递动力,保证产生的泡沫易于消散以避免液压元件出现非正常润滑[7].
(4)汽轮机油
汽轮机油常用于发电厂蒸气轮机、水电站水轮发电机等需要深度精致润滑油的高速机械润滑系统中.因工作环境的特殊性汽轮机油长时间与空气和蒸汽接触,易被氧化生成酸性物腐蚀金属部件,且在使用期间水分无可避免会渗漏进机组悬浮于油品中,因此相较于其它润滑油,汽轮机油具备良好的氧化稳定性.
(5)电器绝缘油
电器绝缘油主要由深度精制基础油加入抗氧剂调合而成.在设备的电场作用下油品长期受热,为确保油品能够顺利导出热量且发挥良好的绝缘性[8],电器绝缘油常具备杰出的黏温性、氧化稳定性及低介质损失.除上述列举的润滑油类型外,还有热处理油、仪表油、真空泵油、压缩机油等用于特定使用场合的润滑油.
1.2废润滑油的来源及处理方法
1.2.1废润滑油来源
润滑油常被用于高温低温快速转换、高压低压频繁交替、高速剪切等较苛刻的工作环境中,不可避免发生氧化、热分解、聚合,导致性能劣化成为废润滑油.实际上,废润滑油并非废油,油品中变质组分仅占5%~10%[9],剩余大多数烃类组分依然是润滑油的有效成分及主要黏度载体.
依据润滑油污染物的来源不同可将其分为两类.一是生产过程中未彻底脱除的或外部引入的杂质,二是使用期间变质产生的化学杂质和从体系外混入的物理杂质[10].在外界环境与操作条件的综合影响下,烃类的氧化反应遵从以下两个方式.一是烷烃、环烷烃及带长侧链(C5以上)芳烃以烷基氧化为主生成双官能团酸性物质(如羟基酸、酮酸等),进一步氧化为酯类;二是短侧链、无侧链的芳烃以苯环氧化为主生成酚类,随氧化程度的加深生成胶质、沥青质[11].添加剂在使用期间被氧化、热解、水解、蒸发而逐渐损耗.污染物 均可对体系产生一定损害,具体有:胶质、沥青质等化学杂质与油品形成黏稠物质,吸附 于金属表面,高温时转化为漆膜,导致机件过热,加剧磨损[12],以金属屑为主的机械杂质 在润滑油使用期间易引发催化反应,加速油品氧化变质,变质产物不仅腐蚀金属部件还常 堆积在润滑油流通的滤清器、孔道上,堵塞机器影响发动机的正常运行.正是由于这些劣 化产物的存在致使润滑油的使用性能变差,成为了废润滑油.
1.2.2 废润滑油处理方法
(1)丢弃
调查显示,部分废油常不经任何处理被直接倒入土壤、下水道中.废油中短侧链稠环 芳烃、含氯、磷、硫、重金属盐添加剂均为有害物质,直接丢弃会造成水体及土壤污染. 土壤中的微生物虽对污染物有一定降解作用,但废润滑油污染程度相当大,大量微生物在 长时间内都无法将其完全降解,因此丢弃不可行.
(2)焚烧
把废油当成燃料使用是一种常见的循环利用方法[13],废油与残渣一起当做炉用燃料, 利用焚化产生的热量促使锅炉运转以实现工业或民用目的.此法具有较高的经济效益,但 润滑油是一种宝贵资源,加工润滑油的条件、工艺过程比制备燃料油繁琐得多,且成本高 昂,从资源利用的角度来看,该法欠妥.另外,燃烧产生的烟气中所含重金属氧化物及由 于燃烧不充分生成的大量 CO、NOX、多环芳烃氧化物会造成空气污染,其中以超微粒子 形态存留于大气中的含铅重金属氧化物长期漂浮于空气中且难以沉降[14],严重危害大气.
(3)再生
我国每年更换的废润滑油总量巨大,这些废油若被直接排入环境中,会严重破坏生态 系统;再者,润滑油基础油主要由石油提炼制取,而我国石油资源并不丰富,未来很可能 无法继续满足基础油的制备需求.鉴于将废润滑油回收利用既能避免环境污染还可有效减 轻石油储量不足对润滑油生产造成的压力,因此该法为当前废润滑油最为合理的处置方 法.依国内外市场的润滑油消耗现状,废润滑油应回收量约占润滑油消费量的 60 %[15],而 我国废油回收率还不到润滑油消耗量的五分之一[15].为此,针对废润滑油利用率低、外排 污染大、石油资源供应紧张、危险固废--废润滑油难以清洁消解的现状,为适应降耗、 节能、减排、增效的环境友好、资源节约型社会发展要求,借助有机物高效净化技术和物 理-化学精制手段,研究开发废润滑油循环再生、逐级使用等资源化利用技术、工艺,以 实现危险固废-废弃润滑油的合理化利用,达成减量与无害、环保与增效的有效耦合.
1.3 废润滑油再生工艺
采用恰当的处置方式脱除废油中的劣化组分及杂质,可将其再生为性能良好的基础油.目前,根据废润滑油变质程度及再生产品用途的差异,国际上将废润滑油再生工艺分为三类,再净化工艺、再精制工艺、再炼制工艺[16],为配合目前环保法规日趋严格的现状,以生产Ⅱ、Ⅲ类高质量基础油为目的的再炼制工艺是废润滑油再生的主流方向.
1.3.1再净化工艺
再净化工艺简便易行,通常用于处理使用周期短、变质程度不深的润滑油.此类传统再生工艺主要借助絮凝、沉降、过滤、离心等基本单元操作,仅能够除去废油中的水分和机杂悬浮物,并不能使再生油品的化学组成、使用性能恢复到与新油相近的水平.
1.3.2再精制工艺
以再净化为基础加入吸附精制、萃取精制工序即为再精制工艺,此工艺不包括蒸馏、加氢等复杂的单元操作,凭借吸附剂的选择吸附性以除去在废油中溶解的氧化物与外来杂质,再生出对质量无苛刻要求的液压油、齿轮油、脱模油等.
絮凝-沉降-白土精制工艺是一种污染程度较低的废润滑油再精制工艺,废润滑油中所含机械杂质利用絮凝剂凝结沉降后,再借助离心脱除,剩余油样经白土进行补充精制,脱除的可溶性碳黑、胶质、沥青质可做油墨处理用于印刷.该工艺虽未使用硫酸酸化,不产生废酸,但白土表面活性中心的静电荷仅能够吸附脱除废润滑油中的胶质、沥青质等大分子极性物质,而大多数非理想组分如劣化环烷烃、稠环芳烃等弱极性物质依然存留于油品中,再生后油品理化指标与基础油存在一定差距.当前,白土吸附主要作为油品再生工艺的补充精制工序,由主体装置再生出的重质基础油馏分常含有少量未脱除干净的胶质、沥青质,利用白土的选择吸附性可有效除去此类杂质,显着提升馏分油的使用性能,精制产生的废白土渣亦可回收作为水泥原料循环利用.
由法国石油研究院(InstitutFrancaisDuPetrole)研究开发的IFP工艺(溶剂萃取-硫酸白土精制工艺)是当前最为典型的废润滑油再精制工艺[17].有别于传统酸洗工艺,此工艺先借助有机溶剂对废润滑油进行萃取净化处理脱除绝大多数杂质,后采用硫酸酸化,借此手段达到削减硫酸与白土消耗量的目的,以降低废酸、废渣的排放,硫酸添加量由原本8%~10%降低到2%~4%,白土用量也从6%~8%降低到2%~3%[17].此工艺的本质是物理抽提,具有溶剂可循环利用、设备价廉操作简便等优点,但非理想组分到理想组分的化学转化无法通过物理过程实现,即油品烃类结构未发生改变,基础油的使用性能并未得到有效改善.
1.3.3再炼制工艺
再炼制工艺是在再净化的基础上增加蒸馏、加氢等工艺发展起来的,再炼制工艺精制程度深,以制取Ⅱ、Ⅲ类基础油为主要生产方向.
由美国能源中心(BartlesvilleEnegryResearchCenteroftheUSDepartmentofEnergy)研究开发的BERC工艺主要流程如下:利用复配有机溶剂糠醛、Ν-甲基吡咯烷酮对废油中理想组分(饱和烃、环烷烃、)与非理想组分(稠环短侧链芳烃、胶质、沥青质)的溶解度差异将理想组分与非理想组分分离[18],后利用减压蒸馏回收萃取剂.此工艺再生出的基础油性能良好,但常规蒸馏加热温度较高,不可避免存在物料裂解、炭化、装置堵塞等问题,导致基础油收率低,上述缺陷制约了此工艺的大规模应用.
意大利SnamprogetiS.P.A.公司在深一步研究IFP工艺的基础上提出了Snamprogeti工艺,即废润滑油先通过常压蒸馏脱除水、轻油,后再利用丙烷抽提精制、减压蒸馏制取基础油馏分,残余组分可再重复进行一次丙烷抽提以增大收率[19].该工艺无需进行硫酸酸洗和白土精制,降低了废酸、废渣排放量,减少了环境污染,但不足之处在于该工艺所需装置多,流程复杂、投资大.
以加氢技术作为专利技术的KTI工艺由海湾科技公司与国际动力技术公司(KineticsTechnologyInternational)共同研究开发[20].该工艺由三部分组成:预处理、蒸馏、加氢精制.预处理可除去以金属屑为主的机械杂质,防止其堆积在催化剂表面造成催化剂中毒失活;预处理后油品借助常压蒸馏装置除去废润滑油中的轻油,得到润滑油馏分;在催化剂和一定压力条件下馏分油中烯烃、芳烃加氢饱和,环烷烃断裂开环异构化、正构烷烃与分支程度较低的异构烷烃在临氢环境下异构化为润滑油理想组分高分支异构烷烃[20],含S、O、N、Cl等元素的化合物转化为H2S、H2O、NH3、HCl除去,残渣用于制造沥青.加氢精制能够实现非理想组分到理想组分的转化,可制取高质量基础油但该工艺所需设备投资大,且操作复杂,实行大规模连续生产难度较大.
作为目前较先进的一种液-液分离技术,分子蒸馏弥补了常规蒸馏蒸发液膜厚、物料停留时间长、体系真空度低(绝压5kPa以上)、蒸发温度高等缺陷,选择在高真空(绝压0.1~100Pa)、远低于沸点的条件下、依靠不同组分相邻两次碰撞间移动距离的差异来达到分离物系的目的[21].预处理脱除废润滑油中机械杂质、水分及轻油后,借助分子蒸馏器将剩余组分切割为不同黏度范围的窄馏分,此工艺不会出现裂解、缩聚、炭化、装置堵塞等问题,且无二次污染物排放,是当前国际通用的环保、节能的新型废润滑油再生技术.分子蒸馏与传统蒸馏对比。

 专科论文咨询
专科论文咨询
