药品合并罐系统的设计研究-985毕业论文网
摘要:药品分装时使用的药剂由车间内的药品合并罐负责供给, 近年来制药企业为保证污染风险降低到最小, 分别在药品合并罐操作使用中, 采用在线清洗 (CIP) 、在线消毒 (SIP) 工艺方式, 并且采用PLC程序控制, 触摸屏操作, 从而更加确保了药品质量符合要求。下文是关于150L药品合并罐系统的设计说明, 供制药企业参考借鉴。
关键词:合并罐; 在线清洗 (CIP) ; 在线消毒 (SIP) ; PLC程序控制; GMP;

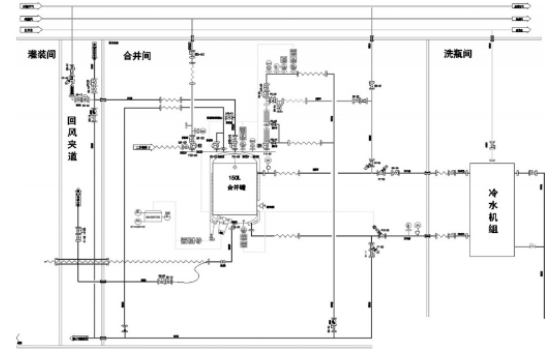
工艺流程:合并罐清洗 (CIP) →合并罐灭菌 (SIP) →药液入罐合并→药液出罐分装。详见文后附图:生物制药合并罐工艺流程图
1 设计说明
设计原理: (1) 合并罐系统使用前先进行CIP在线清洗, 在线清洗包括纯化水初洗、注射水初洗、碱洗、注射水冲洗四个部分。清洗结果由清洗站末端电导率仪检测, 电导率值<设定值则清洗合格。 (2) CIP在线清洗完成后, 要进行SIP在线灭菌。灭菌时间≥设定时间 (如30分钟) 则灭菌完成。 (3) 注入药液合并前先将罐体温度降至为2-8℃, 然后药液由人工手动注入合并罐内, 随着药液的增多称重模块采集的信号进入PLC内, 通过PLC进行磁力搅拌的控制:罐内恒温2-8℃。当药液注入完毕后继续搅拌5分钟, 此搅拌过程中可通过罐体上的取样器进行取样检测药液是否合并完全。 (4) 合并药品检测合格后, 进行药液的灌装操作, 此时罐内保持常压 (通常要求罐底高于接收点) , 冷却与搅拌继续, 直至剩余药液低于20L时停止搅拌, 待药液全部灌装完毕后停止冷却, 结束。
系统设施:系统中的设计应符合GMP要求和工艺要求, 有利于进行清洗和灭菌, 应不会产生污染、无死角和盲管, 直接接触药品的金属材料用品, 使用卫生级不锈钢316L、内表面抛光, 在合并罐清洗及输送灌装过程中通过地脚的称重模块测量的数据反馈到PLC, PLC通过称重模块的数据来控制磁力搅拌及清洗泵的开启和关闭, 使其能清洗彻底, 合并罐清洗系统的控制程序由CIP站内控制系统执行。为保证称重模块测量的准确性, 所有进出罐的管道通过软管连接到罐上。系统设有高、低液位、温度与压力控制, 具备提示、确认、显示、检测、报警、自动与人工操作等功能。
2 合并系统操作控制模式
2.1 主菜单选择-碱罐初洗
提示:碱罐呼吸器手动阀门TJ-H-V1S开, 正确连接软管, 阀门MB-04、MB-14、MB-16、MB-18开/操作员确认→碱罐进纯水准备→碱罐进纯水→清洗泵CS-B1、CS-B2和磁力搅拌GM1开与水位联锁控制→检测电导率→关纯水进水阀 (电导率达到要求) →清洗泵CS-B1、CS-B2停与液位联锁控制, 至最低液位CS-B1 CS-B2停泵→提示:阀TJ-D-V1S开放残液/操作员确认后进下一步程序→关闭所有阀门。
2.2 主菜单选择-碱液准备
注入纯化水, 阀TJ-PW-V1开→到设定液位, 停止注水阀关→提示:手动配碱, 配碱完成/操作员确认→碱罐小循环加热启动→加热阀 (S-V1) 与温度传感器TJ-TE联锁/温度范围70-80C→传感器TJ-TE>70C, 程序完成 (程序保持*=80C, S-V1关, =70C, S-V1开) , 返回主菜单。
2.3 主菜单选择-合并罐初洗 (CIP)
提示:手动阀MB-18、MB04、MB14、MB16开/操作员确认→注射水 (WFI) 注入准备→注射水 (WFI) 注入→水泵 (CS-B2) 与搅拌 (GM1) 开与注射用水罐液位 (TW-LT) 联锁控制→检查电导率 (CS-QE) →电导率 (CS-QE) 达到设定值, 注射水 (WFI) 阀关→水面至低液位, 水泵 (CS-B2) 与搅拌 (GM1) 停→提示:手工开压缩空气吹扫/操作员确认→关闭所有阀门, 程序结束返回主菜单。
2.4 主菜单选择-合并罐精洗 (CIP)
提示:MB-18, MB04, MB14, MB16开/操作员确认→碱液小循环/检查温度传感器TJ-TE→碱液小循环转大循环/检查温度传感器TJ-TE→碱液大循环→检测温度, TJ-TE>70C→启动计时器→延时到设定时间→关泵→关全部阀门→注射水WFI注入准备→注射水WFI注入→泵CS-B2、搅拌GM1与注射用水罐液位联锁控制→检测电导率→电导率 (CS-QE) 达到设定值, 注射水 (WFI) 阀关→水面至低液位, 水泵 (CS-B2) 与搅拌 (GM1) 停→提示:手工开压缩空气吹扫/操作员确认→关闭所有阀门, 程序结束返回主菜单。
2.5 主菜单选择-合并罐灭菌 (SIP)
提示:连接相应的软管, 打开手动阀门MB-09、MB-12, /操作员确认→合并罐冷却夹层水排空阀开→夹套排空时间到, 关排空阀→提示:关闭手动阀MB-09, 打开手动阀门MB-01、MB-02、MB-03、MB-14、MB-16, 打开手动阀门MB-04、MB-05、MB-07、MB-13、MB-15/操作员确认→准备纯蒸汽注入→纯蒸汽注入→温度>121℃, 启动灭菌计时器→灭菌计时器温度>121℃, 时间>30分钟→提示:灭菌SIP结束→关纯蒸汽阀, 关闭阀门MB-01、MB-03, 打开阀门MB-06、MB-08/操作员确认→罐内压缩空气补压到设定值→灭菌SIP完成, 返回主菜单
2.6 主菜单选择-药品配制合并
提示:关闭阀门MB-06、MB-08, 拆掉阀门MB-06与MB-08之间的软管, 打开阀门MB-06/操作员确认→罐内泄压→罐内压力泄为0, 提示准备降温→提示:打开阀门MB-10、MB-11/操作员确认→罐内降温→罐内温度降至2-8℃并维持, 提示准备投料→提示:软管连接, 打开阀门MB-03/操作员确认→开始投料→投料完成, 提示:关闭阀门MB-03/操作员确认→启动搅拌 (根据罐内物料量调节搅拌转速) →搅拌时间到→提示:将转料口与排放管路相接的软管断开, 并接至物料要转送的管道接口处/操作员确认→物料输送→罐重量为零→物料输送结束→关闭所有阀门→全部生产工艺程序结束。
3 总结
本课题出于生物制药企业的产业升级需求, 设计了一个智能信息化较高药品配料合并系统, 替代原有工艺的分散操作模式, 集清洗、灭菌、合并、输送一体化, 减少了污染环节, 对于制药企业产品合格率的提高, 降低成本、提高生产率、提高现代化管理水平、跻身竞争激烈的国际市场, 都起到了很好的促进作用。
附图:生物制药合并罐工艺流程图
参考文献
[1] 国家药品食品监督管理局.药品生产质量管理规范 (2010年修订) , 2010.
[2] 国家药典委员会, 中华人民共和国药典 (2010年版三部) , 中国医药科技出版社2010.
[3] 何国强.易军.张功臣.制药流体工艺实施手册.中国医药科技出版社2014.P451-15.7.

 专科论文咨询
专科论文咨询
